

Схемы
При помощи прессования получают изделия сложной формы из стали, цветных металлов и их сплавов. Прессование является точным и высокопроизводительным процессом. Сущность прессования состоит в том, что металл, помещенный в замкнутый объем (контейнер), подвергают высокому давлению. Металл выдавливается через отверстие, принимая его форму.
Существуют прямой и обратный способы прессования. При прямом прессовании (рис. 208) заготовка 1, нагретая до определенной для каждого металла температуры, помещается в контейнер 2. С одной стороны контейнера закреплена матрица 5 при помощи матрицедержателя 6. С другой стороны на заготовку давит пресс-шайба 4, связанная со штоком. Шток 3 получает необходимое давление от плунжера пресса. Под действием этого давления металл выдавливается через отверстие в матрице.
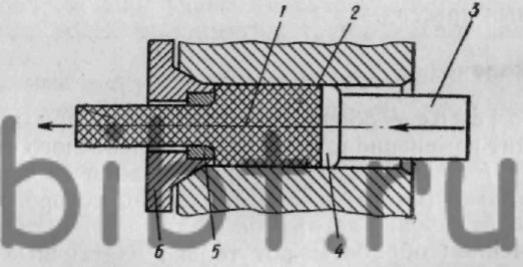
Рис. 208. Схема прямого прессования:
1 - заготовка, 2 - контейнер, 3 - шток, 4 - пресс-шайба, 5 - матрица, 6 - матрицедержатель
При обратном прессовании (рис. 209) в контейнер 2 входит не пресс-шайба, а полый пуансон 3 с матрицей 4 на конце. Матрица давит на заготовку 1, и металл течет в отверстие матрицы навстречу движению пуансона.
Прессование выполняется на вертикальных и горизонтальных прессах.
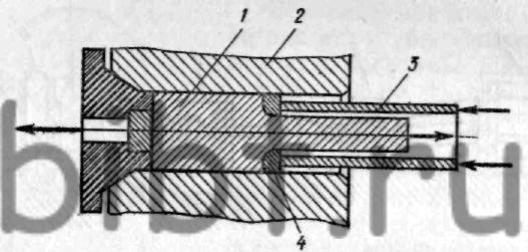
Рис. 209. Схема обратного прессования:
1 - заготовка, 2 - контейнер, 3 - полый пуансон, 4 - матрица
Материалы для прессования
Прессованием получают не только прутки различного профиля и размеров, но и трубы с внутренним диаметром до 800 мм. Материалами для прессования служат сталь, цветные металлы и их сплавы.
Заготовками для прессования являются слитки, размеры которых (диаметр и длина) зависят от мощности пресса ипрофиля изделий. Подготовка слитков к прессованию состоит в нагревании их до температуры, установленной дляобработки давлением в горячем состоянии.
Усилие, необходимое для выдавливания металла, зависит от размера поперечного сечения слитка, его материала,температуры слитка и скорости выдавливания.
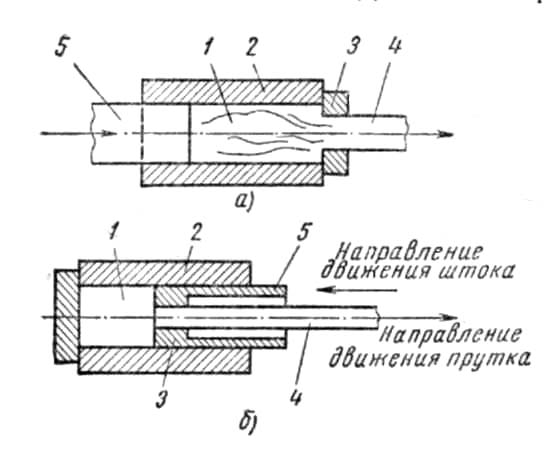
Рис. 1. Схема выдавливания (прессования) металла:
а — прямой метод, б — обратный метод: 1 — обрабатываемый металл, 2-контейнер, 3-матрицы с отверстием длявыхода прутка, 4-пруток, 5 –шток.