

РТК термообработки обеспечивают выполнение всего комплекса основных и вспомогательных операций, необходимых в процессе термообработки: закалка, отпуск, нормализация и т.п. В качестве примера рассмотрим РТК для изотермической закалки инструмента (рис. 3.2).
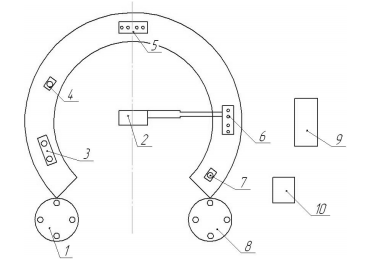 ис. 3.2. РТК закалки: 1 – устройство подачи инструментов; 2 – ПР; 3, 4, 5 – электропечи-ванны; 6 – стеллаж; 7 – моечная машина; 8 – подставка; 9 – стойка СУ; 10 – стол
ис. 3.2. РТК закалки: 1 – устройство подачи инструментов; 2 – ПР; 3, 4, 5 – электропечи-ванны; 6 – стеллаж; 7 – моечная машина; 8 – подставка; 9 – стойка СУ; 10 – стол
Подвесные кассеты с инструментом (инструмент в кассету закладывают до подачи его в РТК) устанавливают в специальное посадочное место (устройство 1 − подача инструмента). По команде от стойки СУ 9 ПР поворачивает устройство, обеспечивающее ориентированную подачу кассеты с инструментом к захвату ПР 2. ПР захватывает кассету, перемещает ее с позиции на позицию согласно циклу термообработки. В процессе работы РТК осуществляются следующие технологические операции. В электропечи-ванне 3 инструмент на первой позиции подогревается над зеркалом ванны до 400…500º в течение 3…6 мин для удаления влаги и масла, затем на второй позиции в течение 3…6 мин прогревается в расплаве соли до 800º. Во второй электропечи-ванне 4 того же типа он нагревается в течение 2 мин (до 1200…1250º). Затем, на первых позициях электропечи-ванны 5 в течение 2…3 мин охлаждается до 600º, а на 2-й, 3-й и 4-й позициях (~ по 10…15 минут на каждые) осуществляется отпуск. После каждой позиции на электропечи 5 кассета передается ПР на соответствующую позицию специального стеллажа 6, где охлаждается до 40…60º. С последующей позиции электропечи 5 и стеллажа 6 кассета передается в моечную машину 7, из которой вместе с термообработанным инструментом устанавливается в подставку 8, по конструкции аналогичной с устройством 1. Далее инструмент для визуального контроля передается на стол 10. На этом столе кассета выгружается и загружается новая.