

Цельнометаллический паяный мостовидный протез
. Изготовление мостовидного протеза данной конструкции включает в себя ряд клинических и технических приемов. К клиническим приемам относятся: 1) препарирование опорных зубов под штампованные металлические коронки и снятие слепков (полного анатомического с протезируемой челюсти — рабочего и вспомогательного с противоположной челюсти); 2) определение центральной окклюзии (н межальвеолярной высоты — при нефиксированном прикусе); 3) проверка коронок на опорных зубах и снятие полного анатомического слепка с протезируемой челюсти, перенесение коронок в слепок; 4) проверка готового мостовидного протеза в полости рта и укрепление его на опорных зубах цементом.
К техническим приемам относятся: I) отливка гипсовых моделей по слепкам и изготовление восковых базисов с окклюзионными валиками (при возможности правильного сопоставления моделей в положении центральной окклюзии — гипсовка моделей в окклюдатор); 2) гипсовка моделей р окклюдатор и изготовление штампованных коронок; 3) отливка гипсовых моделей по слепку, в котором находятся металлические коронки. гипсовка моделей в окклюдатор, моделирование промежуточной части протеза, замена ее металлом, спайка с коронками, отделка, шлифовка и полировка.
Препарирование опорных зубов под штампованные металлические коронки производится по тем же правилам, как и под одиночные металлические коронки. Необходимым требованием при этом является придание параллельности контактным стенкам опорных зубов.
После подготовки опорных зубов снимают два слепка (рабочий и вспомогательный). Рабочий слепок получают, применяя различные слепочные материалы (гипс, альгннатные массы, комбинации термопластичной массы С силиконовыми — уточненный или двойной слепок). Основным требованием к слепку является точное отображение всех элементов опорного зуба и близлежащих тканей. Этим требованиям наиболее полно удовлетворяет двойной и альгинатный слепок.
Вспомогательный слепок снимают любой слепочной мае-сой. Основным требованием к нему является получение точной го отпечатка окклюзионной поверхности зубов противоположной челюсти. Получение гипсовых моделей по слепкам, изготовление восковых базисов с окклюзионными валиками; и штампованных металлических коронок описаны в соответ-i ствующих главах.
].
Изготовленные штампованные металлические коронки поступают к врачу в клинику, где их припасовывают на опорных зубах по общепринятой методике с проверкой всех требований, которые к ним предъявляются.
После тщательного выполнения этой операции врач снимает гипсовый слепок со всей челюсти, переводит коронки с опорных зубов в их отпечатки в слепке, обращая особое внимание на правильность их расположения.
В зуботехнической лаборатории по полученному слепку отливают гипсовую модель. Для этого коронки заполняют расплавленным воском на их глубины с созданием кратерообразного углубления посередине, что позволит точнее фиксировать коронки на модели в одном и том же положении в связи с образованием на ней гипсового бугорка. После такой подготовки слепок погружают в воду на !5—20 мин для замачивания и затем отливают гипсовую модель.
Сопоставив модели (рабочую и вспомогательную) в положении центральной окклюзии и загипсовав их в окклюдатор, приступают к моделированию промежуточной части мостовидного протеза.
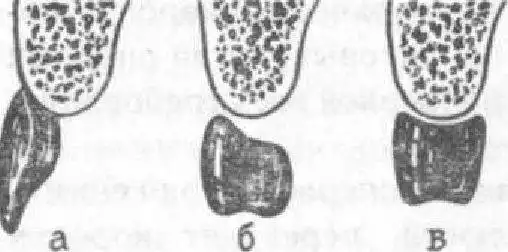
В зависимости от локализации дефекта зубного ряда промежуточная часть мостовидного протеза имеет различное расположение по отношению к альвеолярной части (отростку) (рис. 41). Так, при замещении отсутствующих передних зубов, включая первые премоляры (а иногда и вторые), искусственные зубы располагаются касательно к альвеолярной части (отростку), т. е. их придесневая час^ь должна слегка касаться слизистой оболочки альвеолярной части (отростка), его вестибулярного ската. Это вызвано соображениями эстетики и фонетики; при несоблюдении этого правила нарушается произношение зубных звуков, при разговоре наблюдается разбрызгивание слюны, а при укороченной верхней губе будет видна щель, что нарушает эстетические нормы.
При замещении отсутствующих боковых зубов промежуточная часть мостовидного протеза должна иметь висячее положение по отношению к альвеолярной части (отростку), чем создается так называемое «промывное пространство». Размер его не должен превышать 1,5—2 мм. Это облегчает гигиенический уход за протезом, создавая условия для свободного удаления остатков пищи.
Моделирование промежуточной части мостовидного протеза производится следующим образом. Изготовив восковой валик размером соответственно дефекту зубного ряда, устанавливают его между коронками, и, пока воск не потерял пластичности, смыкают окклюдатор для получения отпечатка.
41. Вилы расположения промежуточной части мостовидного протеза:.
а — касательное; б — висячее; а — седловидное.
зубов-антагонистов. Для предупреждения приклеивания гипсовых зубов-антагонистов к восковому валику их необходимо смочить водой или смазать маслом. Разомкнув окклюдатор и удалив излишки воска, размечают вестибулярную поверхность валика на количество отсутствующих зубов и приступают к восстановлению их анатомической формы.
На окклюзионной поверхности боковых зубов моделируют все бугры и ямки с учетом отпечатков зубов-антагонистов, помня о том, что их выраженность не должна быть резкой. При этом надо учитывать возраст пациента и состояние бугров зубов противоположной стороны челюсти.
Оральную поверхность тела протеза моделируют без четкого восстановления анатомической формы, без перехода поверхностей одного зуба в другой для предупреждения травмы языка. Отступя от края жевательной поверхности на 2—5 мм (в зависимости от высоты искусственных коронок), на оральной стороне тела протеза делают скос кнаружи и соединяют с нижним краем вестибулярной поверхности. Образовавшийся оральный край тела протеза должен иметь закругленную форму без четких контуров искусственного зуба. При низких клинических коронках в местах перехода тела протеза в поверхность коронки моделируют «захваты», переходящие на оральную поверхность коронки, тем самым увеличивая площадь спайки. Эта мера предупредит отрыв тела мостовидного протеза от коронки,.
Ширину промежуточной части мостовидного протеза моделируют несколько уже жевательной поверхности металлических коронок для уменьшения величины жевательной нагрузки на опорные зубы.
Анатомическую форму первых, а иногда и вторых премоляров восстанавливают, ориентируясь на форму клыка с касательным его расположением по отношению к альвеолярной части (отростку).
Восковую репродукцию промежуточной части мостовидного протеза заменяют металлом по общепринятой методике.
Отлитые из металла искусственные зубы припасовывают на модели к металлическим коронкам, добиваясь точного расположения по отношению к зубам-антагонистам, альвеолярной части (отростка) и опорным коронкам. После этого готовят все детали мостовидного протеза для спайки. Подогрев коронки над пламенем горелки для размягчения в них воска, снимают с модели, зачищают контактные поверхности наждачной бумагой или напильником, вновь устанавливают на модели и. установив промежуточную часть в правильное положение, склеивают их липким воском. При этом стремятся наносить минимальное количество воска на вестибулярную поверхность, учитывая отрицательные качества припоя. Скрепив части протеза в единое целое, осторожно снимают с модели и гипсуют для последующей спайки. Для этого наполняют коронки гипсом и всю конструкцию погружают в горку той же порции гипса, покрывая им половину жевательной поверхности коронок и тела протеза, оставляя свободными места спайки. Погружать протез в гипс надо в вертикальном направлении, чтобы места спайки были свободны от гипса с обеих сторон, это создает лучшие условия для прогревания деталей протеза и контроля за качеством пайки.
После затвердевания гипса струей кипящей воды выплавляют липкий воск, высушивают, смазывают места спайки раствором тетрабората натрия в воде и производят пайку.
Перед введением припоя нагревают части протеза в пламени паяльного аппарата, направляя огонь вначале на наиболее толстые детали, а затем на тонкие. После их равномерного покраснения посыпают тетраборатом натрия и вводят припой. Не отводя пламени паяльного аппарата от спаиваемых деталей, добиваются полного расплавления припоя и его растекания по контактным поверхностям. Образовавшийся шарик припоя, с трудом растекающийся, свидетельствует или о недостаточном прогревании деталей, или о загрязнении их поверхностей.
Способы введения припоя различны. В одних случаях пользуются проволокой, на конце которой образуют каплю припоя, и после подготовки (прогревания) деталей вводят ее в место спайки. В других случаях, когда припой имеет вид стружки, малыми порциями с помощью пинцета вводят его в место спайки и, расплавив, постоянно посыпают тетраборатом натрия. При пользовании серебряным припоем в виде проволоки введение его не представляет трудностей. При этом конец проволоки окунают в раствор тетрабората натрия и вводят в место спайки.
Убедившись, что припой распределился по всей поверхности спаиваемых деталей, нагревание прекращают и гипсовый блок бросают в воду или ждут полного охлаждения его на воздухе. Затем освобождают спаянный протез от гипса, промывают водой и отбеливают в растворе кислоты. После удаления окалины и кипячения в воде протез отделывают с помощью напильников, боров, карборундовых кругов. Шлифовку и полировку проводят с применением резиновых кругов и полировочных паст.
Мостовидный протез с комбинированной промежуточной частью из металла и пластмассы. Такой протез отличается от цельнометаллического конструкцией промежуточной части, при моделировании которой на вестибулярной поверхности предусматривается крепление для пластмассовой или фарфоровой облицовки.
При облицовке наружной поверхности промежуточной части мостовидного протеза пластмассой в ней создают ложе (углубление) с козырьком по режущему краю или крышей из металла по жевательной поверхности (боковые зубы), предохраняющими пластмассу от стирания и поломки. Для ее прочной фиксации в ложе предусматривают различные виды механического крепления (крючки, петли, мелкие шаровидные или грибовидные возвышения и т. п.). Их изготавливают из восковой или металлической проволоки, полиэтиленовой «жилки», мелких пластмассовых или восковых шариков.
При моделировании промежуточной части комбинированного мостовидного протеза необходимо учитывать разность температурных коэффициентов объемного расширения двух разнородных материалов — пластмассы и металла. Последний надо вводить в промежуточную часть в наименьшем количестве. Он должен располагаться только по окклюзионной поверхности, режущему краю и на месте контакта с зубамиантагонистами. В противном случае возникают внутренние напряжения, приводящие к отслойке облицовки от ложа.
При касательном расположении промежуточной части протеза в переднем отделе зубной дуги контакт со слизистой оболочкой создается за счет металла защитки, что предупреждает возникновение акриловых стоматитов.
Технология изготовления мостовидных протезов с облицовкой на опорных коронках и промежуточной части отличается от вышеописанной использованием в качестве опорных элементов комбинированных коронок по Белкину или их модификации. При этом создается максимальный эстетический эффект.
Припои. Паяние. Это соединение металлических частей
при нагревании посредством родственного сплава с более
низкой температурой плавления. Связывающий сплав
называется припоем. Припой должен отвечать следующим
требованиям:
1) иметь температуру плавления ниже, чем у основных
металлов, на 50-100°С, иметь узкий температурный
интервал плавления,
2) хорошо флюсовать (разливаться), то есть быть жидко-
текучим,
3) хорошо диффундировать (проникать в толщу
основных металлов),
4) быть устойчивым против действия кислот и щелочей,
5) подходить к основным металлам по цвету,
6) обладать стойкостью против коррозии в полости рта,
7) по физико-механическим свойствам приближаться
к спаиваемым металлам,
8) не давать раковин и пузырей (они образуются не
только при несоблюдении правил паяния, но и вследствие
интенсивного испарения летучих компонентов припоя).
Припои. Паяние. Это соединение металлических частей при нагревании посредством родственного сплава с более
низкой температурой плавления. Связывающий сплав
называется припоем. Припой должен отвечать следующим
требованиям:
1) иметь температуру плавления ниже, чем у основных
металлов, на 50-100°С, иметь узкий температурный
интервал плавления,
2) хорошо флюсовать (разливаться), то есть быть жидко-
текучим,
3) хорошо диффундировать (проникать в толщу
основных металлов),
4) быть устойчивым против действия кислот и щелочей,
5) подходить к основным металлам по цвету,
6) обладать стойкостью против коррозии в полости рта,
7) по физико-механическим свойствам приближаться
к спаиваемым металлам,
8) не давать раковин и пузырей (они образуются не
только при несоблюдении правил паяния, но и вследствие
интенсивного испарения летучих компонентов припоя).
В зависимости от прочности и температуры плавления
припои делятся на мягкие и твердые. Мягкие припои
представляют собой эвтектические, то есть плавящиеся при
низкой температуре, сплавы олова и свинца. Оловянные
припои имеют температуру плавления от 180 до 230°С и
применяются главным образом для паяния меди и латуни. В
зубопротезной технике мягкие припои находят ограниченное
применение для изделий, используемых вне полости рта,
в условиях, когда место спайки не подвергается большому
давлению. Прочность па разрыв мягких припоев не
превышает 20/40 МН/м2. Твердые припои имеют температуру
плавления от 500 до 1100°С.
В идеальном случае состав припоя должен быть
тождественен составу соединяемых металлов. Однако соблюсти это
условие не представляется возможным, так как во
избежание расплавления соединяемых металлических частей
припой должен плавиться при более низкой температуре, а это
значит, что состав его должен быть иным. Для понижения
230
Ортопедическая стоматология
температуры плавления зуботехнических припоев вводят
присадки металлов с низкой температурой плавления
(цинк, олово, кадмий и др.)- Для компенсации белящего
влияния этих металлов в припое увеличивают процент
содержания более темных металлов. Для получения прочного
шва при паянии требуется, чтобы температура плавления
припоя незначительно отличалась от температуры
плавления основного металла.
Разность температур 50-100°С позволяет избежать
случайного расплавления спаиваемых частей.
Кроме того, плавление припоя должно протекать в узком
интервале температур. В противном случае при паянии
часть припоя расплавляется, а часть находится в
полурасплавленном состоянии. Это ухудшает качество спая, так как
для достижения необходимой текучести всей массы припоя
часть его необходимо перегревать, а перегрев приводит
к окислению низкоплавящихся компонентов сплава, и шов
бывает непрочным и пористым.
Исключительно важное значение имеет величина
поверхностного натяжения расплавленного припоя.
Поверхностное натяжение должно быть таким, чтобы
расплавленный припой мог заполнять самые незначительные
промежутки между спаиваемыми частями. При большой
величине поверхностного натяжения на спаиваемой поверхности
образуется шарик припоя и шов получается плохим.
Текучесть припоя увеличивается с повышением температуры,
поэтому расплавленный припой течет в направлении от
холодных частей к горячим. Этим свойством пользуются
в процессе паяния, передвигая пламя вдоль места спайки.
Припой течет за пламенем и получается хороший шов.
Иногда припои кладут на одну часть спаиваемой детали и ведут
нагрев другой, встык приложенной детали. Перетекая к
детали, припой заполняет щель и детали спаиваются. Для
получения высокой прочности расстояние между деталями
должно быть минимальным, чтобы между ними
затвердевало лишь небольшое количество припоя.
При пайке соединяемые части остаются твердыми,
а припой расплавляется. Соединение происходит
вследствие смачивания, взаимного растворения и диффузии
припоя и основного металла в зоне шва. Смачивание припоем
поверхности соединяемых частей зависит от величины
поверхностной энергии на границах раздела фаз
металл-припой и металл-флюс (рис. 293).
Состав и свойства серебряных припоев. В стоматологии
серебряные припои используются для соединения деталей
из нержавеющей стали. Эти припои представляют собой
сплавы, основными компонентами которых являются
серебро (10-80%), медь (15-50%) и цинк (4-35%). Иногда
серебряные сплавы содержат кадмий, фосфор и другие металлы.
Для паяния деталей из нержавеющей стали желательно
применять припой, имеющий точку плавления не выше 700°С,
так как при более высокой температуре (см. нержавеющие
Рис. 293. Смачивание припоем соединяемых частей.
стали) происходит выпадение карбидов хрома, что снижает
сопротивляемость конструкции коррозии. Низкий
диапазон температур плавления серебряных припоев достигается
образованием эвтектического сплава Ag-Cu. Диапазон
температур для припоев этого типа составляет от 625 до 845°С,
что намного ниже, чем у золотых припоев. В табл. 18
приведены некоторые составы серебряных и
серебряно-кадмиевых припоев для нержавеющей стали. Детали из кобальто-
хромовых сплавов хорошо поддаются паянию при помощи
золотого сплава 750-й пробы. Зуботехнические припои
поставляются в виде стружки, стержней, проволоки и кубиков
с ребром длиной 1 мм. Проволока удобна для ортодонтиче-
ских работ. Для спаивания мелких деталей рекомендуются
припои в виде кубиков, для общих работ - полоски.
В качестве образца приводим краткую инструкцию в
отношении наиболее часто применяемой марки припоя для
нержавеющей стали.
Инструкция по применению проволоки припоя серебряного
марки пср-мц-37стоматологической (ППСС-37).
Проволока ППСС-37 предназначена для пайки деталей
зубных протезов, изготавливаемых из нержавеющей стали
и кобальтохромового сплава. Проволока припоя
серебряного марки ПСрМЦ-37 стоматологическая (ППСС-37)
выпускается в мотках массой 40,0±0,4 г, диаметром 1,0 мм.
Проволока ППСС-37 представляет собой сплав серебра (37%),
марганца, цинка, никеля, магния, кадмия и меди.
Температура текучести 705±10°С.
Состав и свойства припоев для золотых сплавов. Припои
для соединения деталей из лигатурного золота
представляют собой сплавы с различным содержанием золота
(80-30%), серебра и меди, кадмия с небольшими добавками
цинка и олова, которые модифицируют температуры
плавления и текучесть. Содержание цинка и олова в припоях
стабильно и меняется в пределах 2-4%. Количество золота
в припое должно быть достаточным для обеспечения
необходимой коррозионной устойчивости в полости рта.
Минимальное содержание золота в сплаве должно быть не менее
60% (для некоторых составов допускается не ниже 58%).
Цинк, олово и кадмий понижают точку плавления припоя
за счет образования эвтектического сплава. С увеличением
содержания меди, серебра и олова на 1% температура,
при которой начинается плавление, снижается на 10-15°С,
а температура, при которой оно заканчивается, — на 24°С.
В качестве раскислителя в припои вводят небольшое
количество фосфора для предотвращения окисления припоя при
плавлении.
Белящее влияние цинка и олова компенсируют
увеличением содержания меди. Однако количество меди нельзя
резко увеличивать, так как при этом понижается текучесть
припоя и увеличивается его температурный интервал
плавления. Серебро, входящее в состав припоя, повышает его
текучесть и снижает температурный интервал плавления
припоя. Припои, содержащие больше серебра, чем меди,
лучше смачивают поверхность спаиваемых деталей и их
считают более удобными в работе.
Для каждой пробы лигатурного золота применяют
специальный припой, подобранный по цвету и температуре
плавления. Цвет припоя подбирают, варьируя содержание
в нем меди, серебра и остальных компонентов. При
увеличении содержания меди цвет припоя изменяется до ярко-
желтого, при увеличении содержания серебра — до бледно-
желтого. Изменяя содержание меди и серебра, необходимо
контролировать свойства припоя, так как при большом
содержании меди получаются «липкие» припои (плавятся,
но не текут).
Необходимо иметь в виду, что проба припоя не всегда
соответствует содержанию в нем золота. Припой, как
правило, имеет более низкую пробу, чем лигатурное золото,
идущее для изготовления протеза. При паянии развивается
высокая температура и кадмий, температура кипения
которого 778°С, частично улетучивается. За счет понижения его
содержания проба припоя повышается.
Припой для золота можно легко получить в условиях
лаборатории, добавив к сплаву цинк и кадмий для понижения
температуры плавления. Припой для каждого сплава золота
подбирают с таким расчетом, чтоб он был ниже основного
сплава не больше, чем на 6—8 проб.
Поверхности металлов, подлежащие спайке, должны
быть тщательно очищены от окислов и загрязнений, для
чего чаще всего применяют механический способ очистки:
опиливание, зачистку карборундовым камнем или
наждачной бумагой.
Так как паяние происходит при нагревании открытым
пламенем, на поверхности спаиваемых металлов может
образоваться пленка окислов, которая не позволит продиф-
фундировать припою. Особенно усиленно образуется эта
пленка у сплавов с хромом, отличающихся высокой
способностью пассивироваться, то есть покрываться окисной
пленкой. Поэтому в процессе паяния необходимо не только
расплавить припой и заставить его разлиться по
спаиваемым поверхностям, но и, что главное, не допустить
образования окисной пленки к моменту достижения рабочей
температуры в спаиваемых деталях. Это достигается
применением различных паяльных веществ, или флюсов.
Наибольшее распространение получила бура. При нагревании бура
поглощает кислород, препятствуя тем самым попаданию
его к металлу и образованию на его поверхности окислов.
Кроме того бура способствует флюсованию припоя.